想要更直观地感受《黑河》(本地)直缝管螺旋钢管省心又省钱产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:《黑河》(本地)直缝管螺旋钢管省心又省钱的图文介绍
直缝管螺旋钢管省心又省钱")
直缝管螺旋钢管省心又省钱")
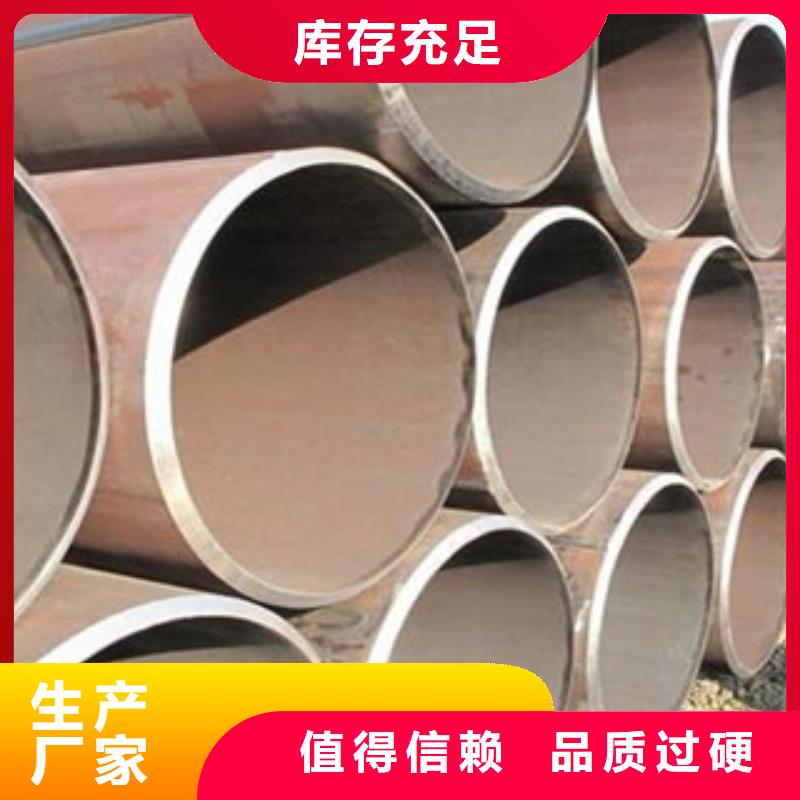
螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。
直缝管螺旋钢管省心又省钱")
直缝管螺旋钢管省心又省钱")
直缝管螺旋钢管省心又省钱")
大直缝焊管机组的生产原料主要是中厚板轧机生产的宽钢板(除小于600mm的钢管可用热连轧机生产的钢板外),要求供应优质钢板。油气输送管线用钢管在强度、韧性、焊接性能、耐H2S腐蚀等方面需要有较高的性能,一般采用低碳合金控轧钢板因此,要求中厚板厂具有先进的冶炼设备(尤其是精炼设备)和具有完善控轧性能的宽板轧机,生产出X60~X75或更高钢级的热轧宽钢板,供给大直缝焊管机组作原料,这样才能生产出符台API标准的管线钢管,满足管道工业建设和发展的需要。
CFE(排辊成型)工艺
排辊成型有全排辊成型和半排辊成型之分。所谓半排辊成型就是只将一般辊式成型机中传动辊机架(即平辊机架)之间的空转辊用成排小辊代替以改善成型条件。小辊可以调整位置,适用一定范围的钢管尺寸,不必更换。而全排辊成型则是除了留下一一般辊式机中 架传动辊机架外,其他机架全部代以小排辊、小辊,特别是外面的小辊,可适用于所有的钢管,不必更换,所以这种方法对提高生产率有利。
直缝管螺旋钢管省心又省钱")
建设大直缝焊管生产线的原则应该是技术先进产品质量好、投资少、效益好、竞争力强。也就是说要采用世界上 工艺和设备,达到国际先进水平,生产出符合API标准的高质量管线用管,同时要降低投资和投资成本,提高企业的经济效益,增强竞争能九但是引进一大套直缝焊管机组,尤其是UOE机组设备费高达1亿多美元,因此降低设备费用是降低投资和投资成本的关键。这个问题可以采用大部分设备国内设计和制造,重要设备采用国外图纸,国内制造,或者采用合作设计,国内制造为主,引进少量的关键设备或零部件,实现大直缝焊管机组国内技术总成,设备国产化并在此基础上,消化创新,在以后的大直缝焊管机组建设中完全可以立足国内技术,国内设备,仅需进口个别单机这样才能使我国大直缝焊管技术赶上国际先进水平。
直缝管螺旋钢管省心又省钱")
直缝管螺旋钢管省心又省钱")
连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。
直缝管螺旋钢管省心又省钱")
直缝管螺旋钢管省心又省钱")
直缝管螺旋钢管省心又省钱")
钢兴钢管
有限公司将秉承“企业成功 、员工幸福 、回报社会”企业使命,凭借品牌、技术、市场、服务等强大实力,恪守“艰苦奋斗、务实高效、合作共赢”核心价值观,全力打造一个 45#大小口径厚薄壁、行业竞争优势显著、企业特色鲜明、社会尊重、员工自豪的优质企业。
直缝管螺旋钢管省心又省钱")
直缝管螺旋钢管省心又省钱")
直缝埋弧焊管
直缝埋弧焊管(LSAW)在我国应用于油气输送工程比较晚,但起步迅速,发展步子大,成绩显著。因为它有下列优点:①直缝管成型工艺比较容易,有预焊及精焊,焊接质量比较容易保证;②大口径厚壁直缝钢管有全管扩径工艺,比较容易消除应力,残余应力较小;③几何精度和力学性能较好,质量稳定,可靠性高;④直缝焊管应用广泛,可以应用于油气管线,可以用于陆上二、三、四类地区、穿越段及海底管线;⑤可以达到高钢级≥X120,大壁厚≥40mm。它的局限性有:①直径一般在≤1422mm,受到板宽的限制;②UOE成型方式投资昂贵,JCOE成型方式适用于中型企业。③直径≤406mm时,制作上不够经济。
直缝管螺旋钢管省心又省钱")
直缝管螺旋钢管省心又省钱")
直缝管螺旋钢管省心又省钱")




 扫一扫
扫一扫